- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

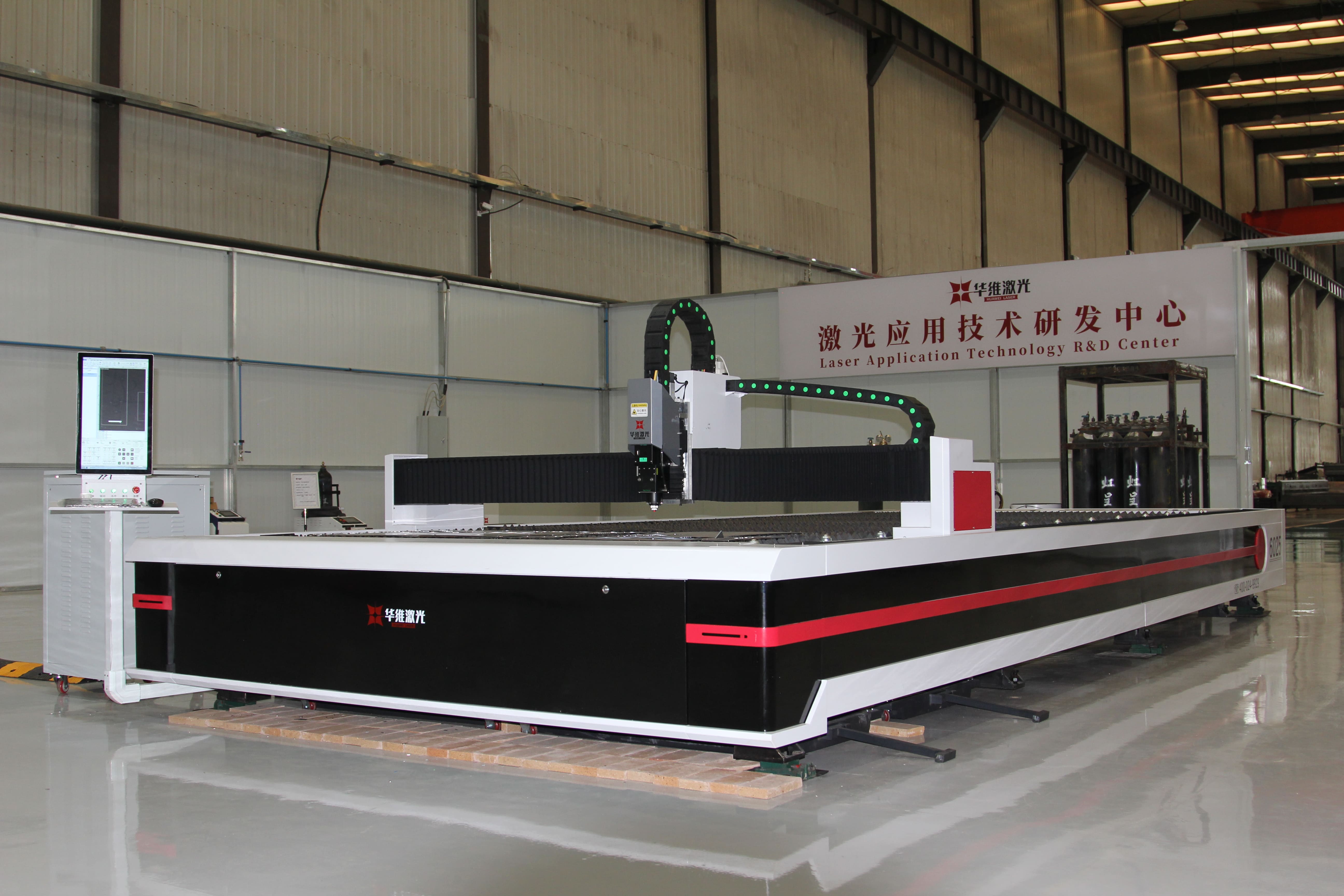
के लेजर काट्ने मेशिनहरू ह्यान्डल, तामाकरण, तामा, र एल्युमिनियम सामग्रीहरू?
2025-02-08
उनीहरूको उच्च प्रतिबिम्बीता र थर्मल संकुचित, पारम्परिक संकुचित, पारम्परिक कमरविक काट्नेले केही चुनौतीहरूको रूपमा खास चुनौतिहरूको रूपमा प्रस्तुत गर्दछ, जस्तै लेजर प्रतिबिम्बित हानिकारक क्षति र अस्थिर कटौती। यद्यपि लेजर टेक्नोलोजीको निरन्तर प्रगतिको साथ, आधुनिक लेजर कटौती मेशिनहरूले यी सामग्रीहरूलाई कुशलतापूर्वक प्रक्रिया गर्न सक्दछ।
आधुनिक लेजर काट्ने टेक्नोलोजीको लागि समाधानहरू
1 उपकरण प्यारामिटर समायोजन
• शक्ति चयन:जैविक र कम शक्तिका लागि सामान्यतया जीन्च लेयरलाई अत्यधिक तापक्रममा हिंस्रक रूपमा नहोस् र स्प्रेभिंगको ठूलो मात्रामा उत्पादन गर्न प्रयोग गरिन्छ, जसले काट्ने गुणस्तर र उपकरणको जीवनलाई असर गर्दछ। तामा र एल्युमिनियम काट्ने बित्तिकै उनीहरूसँग कम शोषणको दरहरू छन्, उच्च पावर लेजर स्रोतहरू पग्लन र सामग्रीहरू सहज रूपमा अगाडि बढ्न सक्छन्।
• पल्स फ्रिक्वेन्सी:जब गाउँदारी पानाहरू काट्छन्, एक उच्च नाडी फ्रिक्वेन्सीले लेजर उर्जालाई सामग्रीमा समान रूपमा कार्य गर्न र गर्मी प्रभावित क्षेत्र कम गर्न अनुमति दिन सक्छ। उच्च प्रतिबिम्बी सामग्रीहरू जस्तै तामा र एल्युमिनियम जस्ता कम नाडी फ्रिक्वेन्सीहरू सामान्यतया एकल नाडीको उर्जा बढाउन र सामग्रीको उर्जा बढाउन प्रयोग गरिन्छ र सामग्रीलाई भित्र जान सक्ने क्षमता सुधार गर्दछ।
• काट्ने गति:Guvvanized पानाको कटौती गति मध्यम हुनु पर्छ। यदि यो धेरै छिटो छ भने, यसलाई काट्न सकिदैन। यदि यो एकदम ढिलो छ भने, जिंक तह झन्-पग्लियो र बाफता हुनेछ। तामा र एल्युमिनियमको कटौतीको गति साधारण स्टिललको आरोपमा तातो स ulation ्ग्रहको तुलनामा छिटो हुनुपर्दछ र अत्यधिक पग्लिंग र विकृतिलाई रोक्नुहोस्।
2 सहायक ग्यासको प्रयोग
• ग्यास प्रकार:संकुचित हावा वा नाइट्रोजन प्राय: जलाशयकृत पाना काट्न प्रयोग गरिन्छ। संकुचित हावाले प्रभावकारी रूपमा संकेत गर्न सक्दछ: र नाइट्रोजनले कट सतहको अक्सिडल रोक्न सक्दैन। जब तामा र एल्युमिनियम काट्छ, उच्च-शुद्धता नाइट्रोजन वा अर्गोन सामान्यतया प्रयोग गरिन्छ, जुन कटौती प्रक्रियाको समयमा उच्च-परावर्तनशील सामग्रीलाई रोक्दछ र कट सतहको गुणस्तर सुधार गर्न सक्दछ।
• ग्यास दबाव:जब ग्यासविद्रिक पाना काट्छ, ग्यास दबाव सामान्यतया 0.--1.0mpa हुन्छ। तामा र एल्युमिनियम सामग्रीका लागि, पिघलेर, उनीहरूको राम्रो उपेक्षाको कारण, उनीहरूको राम्रो तरलताको कारण आवाश्यक हुन्छ, सामान्यतया 1.0-2.0ma, तानिंग क्षेत्रबाट चाँडै उडाउन सकिन्छ भनेर सुनिश्चित गर्न।
Rs। अप्टिकल मार्ग प्रणाली मर्मतसम्भार
• लेन्स सफाई:नियमित रूपमा लेन्स र रिक्स्टेन्टहरू र धुलोको साथ लेन्स र धुलोमा फ्याँक्न रोक्नको लागि लेन्स र लेजर प्रसारण र केन्द्रबिन्दु प्रभावलाई असर गर्ने उच्च-परावर्तनशील सामग्रीहरूको काट्ने क्रममा उत्पन्न गर्दछ।
• अप्टिकल मार्ग क्यालिब्रेसन:नियमित किरणले सामग्री सतहमा सही रूपमा ध्यान दिन सक्दछ भन्ने सुनिश्चित गर्न नियमित रूपमा जाँच गर्नुहोस् र क्यालिब्रेट गर्नुहोस्।
।
• सतह सफाई:काट्नु भन्दा पहिले, लीभनिज्ड पाना, तामाको दरमा सुधार गर्न, तालु शोषक दर सुधार गर्न र कपर, तामाको सतह सुधार गर्न अशुद्धहरू, धुलो र एल्युमम पूर्ण रूपमा असमानताहरू पूर्ण रूपमा हटाउनको लागि आवश्यक छ र क्वालिटीको गुणस्तर सुनिश्चित गर्नुहोस्।
• शोषक कोटिंग:सामग्रीको सतहमा उच्च लेजर शोषक दरसँग कोटिंगको लेयर काटेर लेजर ऊर्जाको शोषण दक्षता सुधार गर्न सक्दछ र कटौती प्रभाव सुधार गर्न सक्दछ।
उपकरण प्यारामिटरहरू अनुकूलन गरेर, अप्टिकल मार्ग प्रणाली कायम राख्दै उपयुक्त सहायक ग्याँसहरू छनौट गरेर, आधुनिक लेजर काट्ने मेशिनहरू, तामा र एल्युमिनियम जस्ता उच्च परावर्तनशील सामग्रीहरू। उद्यमहरूले उनीहरूको आवश्यकता अनुसार विरोधी प्रतिबिम्ब र उच्च शक्ति ल्याजरल उपकरणहरू छनौट गर्न सक्दछन्, र प्रक्रिया प्यारामिटरहरू अनुकूलित गर्न गुणस्तर र उत्पादन क्षमताहरू काट्न।