- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

लेजर वेल्डिंगमा फीड वायरलाई देखेर
2025-01-20
लेजर वेल्डिंगमा तार वेगमा तार थर टेक्नोलोजी उच्च-गुणवत्ता वेल्डिंगको लागि कुञ्जी घटक हो। यथोचित रूपमा तार सामग्री, व्यास, तारलाई खुवाउने र सही रूपमा तारलाई खुवाउने विधि, सही नियन्त्रण गर्न सकिने वेदीको दक्षता र संयुक्त गुणस्तर नियन्त्रण गर्न सकिन्छ। तलका विवरणहरू तार फिडर, तार चयन, तारको गति र अन्य प्राविधिक पोइन्टहरूको गति र अन्य प्राविधिक पोइन्टहरू।

1। तार फिडर को कार्यरत सिद्धान्त
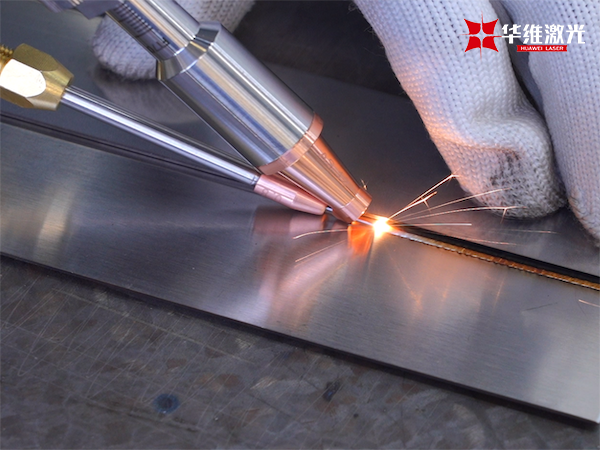
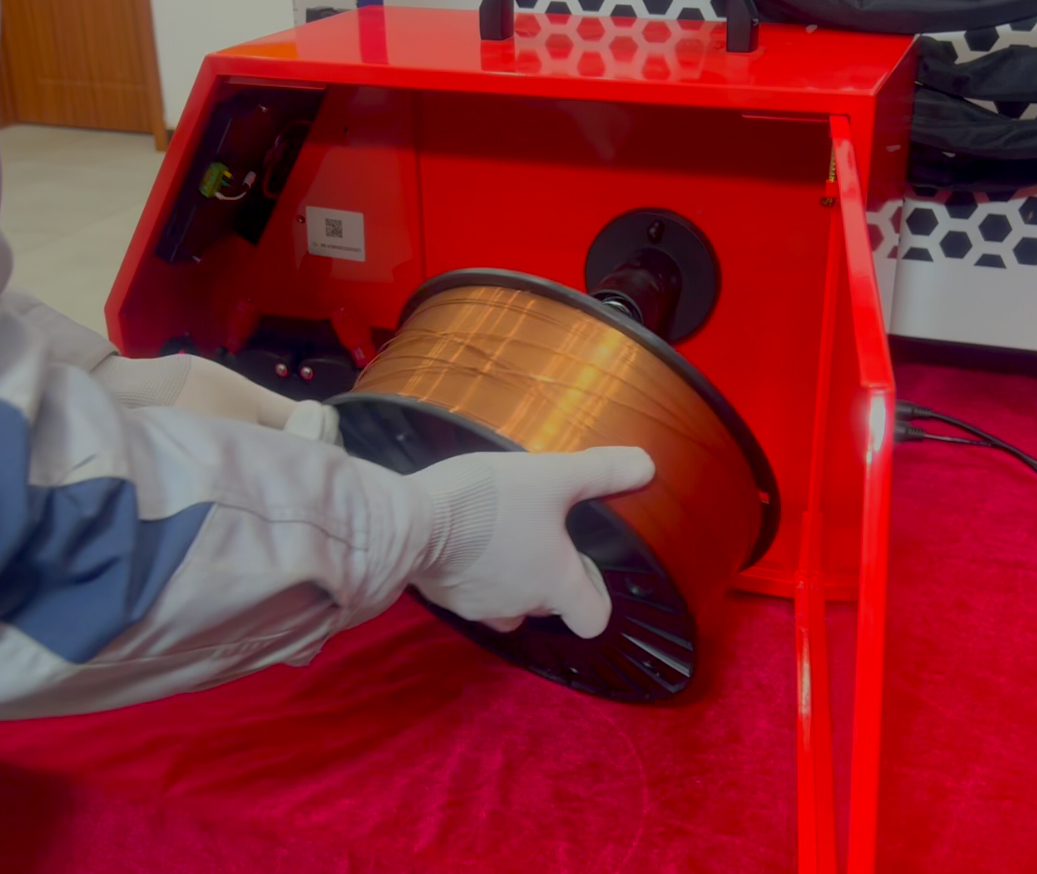
तार फिडर एक उपकरण हो जुन विशेष रूपमा लेजर वेल्डिंग क्षेत्र प्रदान गर्न प्रयोग गरिएको एक उपकरण हो। यसको काम गर्ने प्रक्रियामा निम्न मुख्य लिंकहरू समावेश छन्:
तारलाई पनी गायब गर्दै:तार फिडरले वेल्डिंग गनहरूमा वेल्डिंग तारमा धक्का दिन मोटरसामु तपाईंको तार खुवाउने प्रणाली चलाउँछ।
तार फिड ट्यूब:तार फिडरले पातलो डेलिभरी पाइपको माध्यमबाट वेल्डिंग तारलाई वेवास्ता गर्दछ। तार फिड ट्यूब सामान्यतया सामान्यतया घुमाइएको आकारमा डिजाइन गरिएको छ कि वेल्डेन तार सजिलैसँग खुवाउन सकिन्छ भन्ने सुनिश्चित गर्न।
तार नोजान:वेल्डेन तारले वेल्डिंग गनबाट डेलिफोन क्षेत्रलाई नजरबाट नजीक र वेल्डिंग भागमा ल्याजर बीटरमा काम गर्दछ।
तार फिडिंग प्रणालीले सामान्यतया लेजर वेल्डिंग उपकरणको साथ सि nch ्लोस्वीड उपकरणको साथ काम गर्न आवश्यक छ र लेजर पोलको स्थिरता र वेल्डेड संयुक्तको गुणस्तर सुनिश्चित गर्न।
2 वेल्डिंग तार सामग्रीहरूको चयन
वेल्डिंग तार सामग्रीको चयनले प्रत्यक्ष रूपमा वेल्डिंग गुणवत्ता र संयुक्त शक्तिलाई असर गर्दछ। बिभिन्न आधार सामग्रीलाई वेल्डिड संयुक्तको प्रदर्शन सुनिश्चित गर्न विभिन्न प्रकारका वेल्डिंग तारलाई आवश्यक पर्दछ। सामान्य वेल्डिंग तार सामग्रीहरूमा स्टेनलेस स्टील वेल्डरिंग तार समावेश गर्दछ, एल्युमिनियम Ala aire तार, तामा वेल्डिंग तार, मा विचार गर्नु पर्छ:
आधार सामग्री मिल्दो:वेल्डेन तारको रासायनिक संरचनाले भौतिक असक्षमताको कारण वेल्डिंग दोषहरूसँग मेल खाने छ।
मेकानिकल सम्पत्ति आवश्यकताहरू:विमोनिंग तार सामग्रीको मेकानिकल सम्पत्ति (जस्तै बल, कठोरता, आदि) ले संयुक्तको पर्याप्त शक्ति छ भन्ने कुराको सुनिश्चित गर्न आवेदन आवश्यकताहरू पूरा गर्नुपर्दछ।
प्रतिबन्धको प्रतिरोध र उच्च तापमान प्रतिरोध: केहि विशेष वातावरणमा प्रयोग गरिने भागहरूको प्रतिरोधको प्रतिरोधको प्रतिरोध र उच्च तापमान प्रतिरोधको तारको प्रतिरोधको प्रतिरोध र उच्च तापमान प्रतिरोधको रिपोर्टले पनि प्रासंगिक मापदण्ड पूरा गर्नुपर्दछ।
3 तार व्यास चयन
तारको व्यास को आकार प्रत्यक्ष रूपमा फिलर राशि, पग्लिएको पोखरी नियन्त्रण र वेल्डिंग वेग। साझा तार व्यास दायरा सामान्यतया 0.8 मिलीग्राम र 2.4mm बीचको हुन्छ, र निर्दिष्ट चयन निम्न कारकहरूमा निर्भर गर्दछ:
अभिभावकको मोटाईको मोटाई: पातलो प्लेट वेइटिंगले प्राय: पातलो पोखरीलाई ठीकसँग नियन्त्रण गर्नको लागि एक पातलो तार (जस्तै, 1 1.6mm वा 2.0 मिमी) आवश्यक छ।
वेल्डिंग स्थिति:तेर्सो वा ह्या ing ्गिंगको लागि ह्या hang ्गिंग जोर्नीहरू, पातलो तारहरू पग्लिएर पोखरी नियन्त्रण गर्न र अत्यधिक पग्लिएका दोषहरू कम गर्न सजिलो हुन्छ।
वेल्डिंग शक्ति:उच्च शक्ति लेजर प्रणालीलाई एक मोराकर तारसँग मिल्दो उच्च शक्तिमा वेल्स वेल्डिंग आवश्यकताहरू पूरा गर्न मद्दत गर्न सकिन्छ।
दाहिने वायर व्यास छनौट गर्दा वेल्डिंग दक्षता सुधार गर्न मद्दत गर्दछ, वेल्डिंग दोषहरू कम गर्नुहोस्, र वेल्डेड संयुक्तको गुणस्तर सुनिश्चित गर्नुहोस्।
W। वील्डेड गनहरूमा तारलाई कसरी खुवाउने
तारलाई प्राय: तारको फिडरको ट्यूबरको तार फिड बन्दुकको माध्यमबाट वेल्डिंग बन्दूकमा खुवाइन्छ। वेल्डिंग गनहरूमा वेल्डिंग तार खुवाउने प्रक्रिया धेरै सटीक छ, र त्यहाँ प्राय: धेरै तरिकाहरू हुन्छन्:
मेकानिकल तार फिड गर्दै प्रणाली:वेल्डिंग तार मोटर र ड्राइभ व्हील द्वारा ट्यूबमा ड्राइभ गरिएको छ, र त्यसपछि वेदीको तार लेजर प्रणाली मार्फत लेजर वेल्डिंग क्षेत्रमा खुवाइन्छ।
Pnemumtic तार फिड गर्दै प्रणाली:ग्यास (जस्तै नाइट्रोजन वा संकुचित हावा) तारको साथ वेल्डिंग तार धकेल्नुहोस्। यो विधि अपेक्षाकृत सरल छ, तर यसको आवश्यकता पर्दछ वेल्डिंग तार रोक्न वा अडिग रहन।
तार फिड गर्ने प्रक्रियाले यो सुनिश्चित गर्नुपर्दछ कि वेल्ड-वायर सहज, बाँधिन, र अन्य कम्पोनेन्टहरूमा हस्तक्षेप गर्दैन। वेल्डेनिंग गनहरूको डिजाइनमा लेजर बीमको सटीक डकिंग सुनिश्चित गर्नमा एक गाईड उपकरण हुन्छ।

।
तार फिड गर्दै गति लेजर वेल्डिंगमा कुञ्जी प्यारामिटरहरू मध्ये एक हो। तार फिडिंग गतिको चेकले लेजर सत्ता, वेल्डिंग स्पीड, वायर व्यास र पग्लिएको पोखरीको आकारलाई विचार गर्नु आवश्यक छ। सामान्यतया, तार फाउन्ड गति गतिलाई लेजर वेल्डिंगको गतिमा सिलुड-वाइल्डको गतिमा स्थिर दरमा पोखरी गर्न सकिन्छ भनेर सुनिश्चित गर्न आवश्यक छ।
अत्यधिक तार फिड टेस्टिंग गति:धेरै धेरै फोरलर धातुको कारण हुन सक्छ, संयुक्त ठूलो वा ओभरफिलिंगको पग्लिएका पोखरी बढाउन, जसले वेदीको क्षति निम्त्याउन सक्छ।
धेरै ढिलो तार फिड गतियसले अपर्याप्त वेल्डिंग तार, धेरै सानो पग्लिए पोखरी, वेल्डिंग संयुक्तको अपर्याप्त शक्ति, र अपूर्ण वेल्डिंग।
वेल्डिंग प्रक्रियाको वास्तविक-सटीक नियन्त्रण प्रणालीको साथ सामान्य-सटीक कदम चाल्ने गतिमा स्वचालित तृष्णात्मक रूपमा, आधुनिक तारका पाण्डकहरूले स्वचालित रूपमा तारको पनी सुसज्जित गर्न सक्दछ (यर्मिंग प्रक्रियाको साथ स्वचालित रूपमा तारको तापक्रम, आदि) को रूपमा उडाउँदछ।

यदि तपाईं लेजर वेल्डिंग टेक्नोलोजी र तारहरूको बारेमा अधिक जान्न चाहानुहुन्छ भने समाधानहरू भुक्तान गर्दै, कृपया HAAWEI लेजरलाई सम्पर्क गर्नुहोस्। हुवावे लेजरले लेजर वेल्डिंग टेक्नोलोजीको प्रयोगमा ध्यान केन्द्रित गर्दछ, कम्पनीहरूलाई मद्दतको लागि विस्तृत प्राविधिक सहयोग र अनुकूलन सेवाहरू प्रदान गर्दछ।